Với tư cách là chuyên gia về chất lượng có 11 năm kinh nghiệm trong quản lý chất lượng, tôi sẽ phân tích các nguyên tắc và giải pháp cho việc rút chân cắm đầu cuối từ ba góc độ.
Chapter1:What is Terminal Backout?
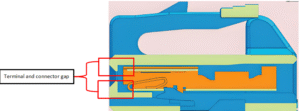
Sự tách rời bất thường của các đầu nối khỏi vỏ sau khi lắp ráp connector, dẫn đến sự cố connector.
Chapter2:Three Common Causes of Terminal Backout
Chế độ hỏng hóc này thường phát sinh từ ba yếu tố:
- ① Lực giữ không đủ của các đầu nối bên trong vỏ;
- ② Can thiệp trong quá trình giao phối;
- ③ Vấn đề liên quan đến việc áp dụng sản phẩm.
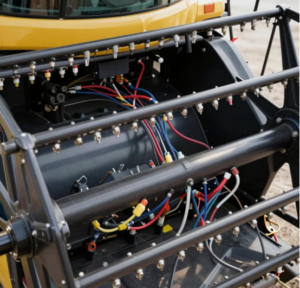
Sự cố rút lại đầu cuối (Hình 2) là một trong những nguyên nhân hỏng hóc tương đối phổ biến trong hệ thống dây dẫn.

Terminal Backout là tình trạng các đầu nối không thể đạt được vị trí dự định, dẫn đến sự cố kết nối. Hệ thống dây điện ô tô chủ yếu phụ thuộc vào các thao tác thủ công, khiến việc kiểm soát chất lượng trở nên khó khăn. Để ngăn chặn và quản lý hiệu quả các vấn đề liên quan đến việc thu hồi chân đầu nối, các biện pháp kiểm soát được áp dụng trong các lĩnh vực chính sau: lựa chọn thiết kế, bảo vệ quy trình, Ép đầu cáp, Lắp ráp, kiểm tra điện và lắp đặt cuối cùng.
Chapter3:Terminal Backout : Design Selection
Chất lượng được thiết kế và sản xuất, không phải kiểm tra. Để ngăn chặn sự cố Terminal Backout, bước đầu tiên là lựa chọn thiết kế. Năm tiêu chí đánh giá chính được liệt kê bên dưới (Hình 3).
1.Insertion Force :
Điều này cho thấy sự dễ dàng trong việc lắp ráp đầu nối. Kháng lực thấp hơn trong quá trình lắp ráp ban đầu vào các đầu nối giúp đảm bảo việc lắp đặt chính xác. Do đó, lực lắp đặt là tiêu chí lựa chọn chính—lực lắp đặt thấp hơn giúp giảm độ khó trong quá trình lắp ráp và giảm thiểu nguy cơ đầu nối bị rơi ra.
2.Retention Force :
Lực kéo ngang của đầu nối khỏi vỏ (tức là lực giữ). Lực giữ cao hơn sẽ làm giảm khả năng đầu nối bị rơi ra trong quá trình kết nối. Khi lựa chọn thiết kế, hãy ưu tiên các đầu nối và đầu cắm có lực giữ cao hơn.
3.Play :
Khi kết nối các đầu nối đực và cái, sự di chuyển đáng kể của các đầu nối bên trong vỏ có thể khiến các đầu nối bị đẩy ra ngoài. Để giảm nguy cơ các chân cắm bị rơi ra trong quá trình kết nối, nên ưu tiên lựa chọn các đầu nối và đầu cắm từ cùng một nhà sản xuất trong quá trình thiết kế (mục đích: để đảm bảo sự di chuyển tối thiểu của các đầu nối khi đầu cắm và đầu nối được kết hợp).
4.Positioning Sound:
Xác nhận âm thanh khi các đầu nối được lắp đặt hoàn toàn trong quá trình lắp ráp. Hiện tại, việc lắp đặt trước các đầu nối hoàn toàn phụ thuộc vào lao động thủ công, gây ra rủi ro các chân đầu nối bị trượt ra. Để giúp nhân viên nhận biết chính xác việc lắp đặt ban đầu, chúng tôi giới thiệu một chỉ số hiệu suất: âm thanh định vị. Âm thanh xác nhận lắp ráp này phải vượt quá mức tiếng ồn xung quanh (nên nằm trong khoảng 30dB-50dB): cao hơn 7dB so với tiếng ồn xung quanh trước khi tiếp xúc với độ ẩm, cao hơn 5dB sau khi tiếp xúc với độ ẩm, hoặc theo thỏa thuận chung giữa hai bên.
5.Terminal Hole Misinsertion Prevention Structure:
Khi được cắm vào với hướng sai, đầu nối không được phép đi vào lỗ đầu nối, và các thành phần cách điện và bịt kín phải được giữ lộ ra ngoài lỗ đầu nối. Trong quá trình khắc phục sự cố, chúng tôi nhận thấy rằng một số đầu nối vẫn có thể được cắm vào connector khi bị lệch hướng, khiến việc phát hiện trở nên khó khăn khi rút ra. Do đó, trong quá trình lựa chọn thiết kế, cần xem xét độ dễ dàng của việc cắm lệch hướng để đảm bảo rằng các đầu nối không thể được lắp đặt hoàn toàn khi lắp ráp sai.

Chapter4:Process Protection
Hai yếu tố góp phần gây ra hiện tượng thu hồi chân cắm: biến dạng của tấm lò xo và sự lệch vị trí của chân cắm.
Cả hai đều do các lực tác động từ bên ngoài trong quá trình gia công gây ra biến dạng cuối cùng. Để bảo vệ Tấm lò xo cuối from deformation due to external forces, protective caps must cover terminal heads after crimping. These caps should only be removed during assembly. After harness assembly is complete, seal the male connector housing with sealing tape or a non-woven fabric bag to prevent terminals from becoming misaligned due to external impacts during transportation.

Chapter5:Terminal Crimping
Quá trình ép đầu cáp là bước quan trọng trong sản xuất hệ thống dây điện ô tô. Quy trình chính bao gồm kết nối hệ thống điện với các đầu cáp bằng thiết bị ép đầu cáp tự động hoàn toàn để tích hợp các đầu cáp với mạch điện. Quá trình ép đầu cáp cũng là yếu tố góp phần gây ra hiện tượng co rút đầu cáp trong quá trình sản xuất hệ thống dây điện. Các đầu cáp có hình dạng “chuối” là vấn đề phổ biến do uốn cong quá mức trong quá trình ép, thường do vấn đề của khuôn ép (Hình 9). Trong quá trình lắp ráp, biến dạng do ép đầu nối có thể dẫn đến lực cắm/rút tăng lên đối với các connector trong trường hợp nhẹ. Trong trường hợp nghiêm trọng, các đầu nối đực có thể không tiếp xúc được với vùng hiệu quả của đầu nối cái, gây ra hiện tượng tách rời đầu nối. Điều chỉnh các chốt giới hạn trên thiết bị ép có thể giải quyết các vấn đề này.

Nghiên cứu trường hợpXưởng lắp ráp cuối cùng đã báo cáo hiện tượng các chân cắm thu lại khi cắm ổ cắm AC vào một mẫu xe cụ thể. Hai trạng thái của chân cắm đã được quan sát. So sánh cho thấy các chân cắm bị lỗi có biến dạng hình quả chuối. Kiểm tra xác nhận rằng việc uốn thẳng các chân cắm bị lỗi đã loại bỏ hiện tượng thu lại của chân cắm khi cắm. Sau đó, việc điều chỉnh chốt giới hạn của thiết bị ép đã giải quyết hoàn toàn vấn đề.

Chapter6:Assembly
Việc lắp ráp dây dẫn chủ yếu phụ thuộc vào lao động thủ công. Để giảm thiểu rủi ro lắp ráp đầu nối không đúng cách, Ngành công nghiệp này thường tuân theo quy trình “một lần chèn, hai lần nghe, ba lần rút lại”.
Chèn đề cập đến việc cắm đầu nối,
Nghe là việc nghe thấy âm thanh xác nhận việc lắp đặt đúng cách.,
Kéo nhẹ là thao tác kéo nhẹ đầu cắm sau khi cắm vào để kiểm tra xem có bị lỏng hay không.
Với việc công nhân cắm các đầu nối hàng nghìn lần mỗi ngày, mệt mỏi trong quá trình làm việc là điều thường gặp. Để giúp nhân viên phát triển phản xạ cơ bắp, chúng tôi đã thực hiện các điều chỉnh sau: Thứ nhất, “kéo một lần” trước mỗi ca làm việc và trong giờ nghỉ. Ở đây, “kéo” có nghĩa là sử dụng máy kiểm tra lực kéo được lắp đặt tại bàn làm việc. Trước ca làm việc và sau giờ nghỉ, nhân viên phải kéo tay cầm của máy đo lực để đảm bảo lực cắm trở thành phản xạ cơ bắp. Thứ hai, chúng tôi đã thay đổi trình tự thành “Nhìn, Cắm, Nghe, Kéo Lại”. Thêm bước “Nhìn” giúp phát hiện biến dạng của đầu nối và đảm bảo các đầu nối hình chuối được cắm đúng hướng.

Chapter7:Electrical Testing
Kiểm tra điện của bộ dây điện là giai đoạn quan trọng trong quá trình sản xuất bộ dây điện. Để đảm bảo phát hiện và ngăn chặn hiệu quả tình trạng lệch vị trí đầu nối và tách rời chân cắm đầu nối, thiết bị kiểm tra điện phải đáp ứng các điều kiện sau:
Thứ nhất, bộ phận kết nối đầu cuối nam phải được trang bị lưới chống lệch vị trí (như hình 12) để ngăn các đầu cuối lệch vị trí tiếp xúc với nhau. Thứ hai, các đầu dò kiểm tra điện phải sử dụng các chân ren có bước để ngăn các đầu cuối bị đẩy ra ngoài trong quá trình kiểm tra. Thứ ba, tính toán chuyển động của đầu cuối trong vỏ bọc dựa trên chuỗi kích thước để chế tạo các đầu dò, và thiết lập lịch bảo trì định kỳ cho các đầu dò.

Nghiên cứu trường hợp: Xưởng A báo cáo gặp khó khăn khi lắp đặt connector bảng điều khiển cửa trước bên trái cho một mẫu xe cụ thể (các chân cắm bị bật ra). Kiểm tra tại hiện trường xác nhận rằng mẫu xe này đã được chuyển từ Xưởng B sang Xưởng A để lắp ráp. Trong quá trình lắp ráp, sự sai lệch vị trí đã khiến các đầu nối cái bị đẩy ra. Vấn đề được giải quyết sau khi đảm bảo vị trí chính xác trong quá trình lắp đặt. Trường hợp này rõ ràng cho thấy rằng khi lắp ráp dây dẫn, nhân viên phải đảm bảo các ống nối đực và cái được căn chỉnh chính xác (Hình 13) trong quá trình cắm. Thực hành này giảm thiểu rủi ro các đầu nối bị đẩy ra do sai lệch vị trí trong quá trình lắp ráp.

Bài báo này tiến hành phân tích chi tiết các yếu tố ảnh hưởng đến hiện tượng bong tróc chân cắm trong hệ thống dây điện ô tô. Nghiên cứu khám phá các biện pháp phòng ngừa và kiểm soát cụ thể trong các giai đoạn lựa chọn thiết kế, sản xuất hệ thống dây điện, bảo vệ quy trình và kỹ thuật lắp ráp. Nghiên cứu cung cấp hướng dẫn cho việc lựa chọn thiết kế hệ thống dây điện, đưa ra các khuyến nghị cụ thể về kiểm soát quy trình sản xuất và trình bày các phương pháp cụ thể cho phân tích chế độ hỏng hóc.
Chapter8:Conclusion
Liên hệ với chúng tôi Liên hệ ngay với chúng tôi để tìm hiểu cách chúng tôi có thể đáp ứng các yêu cầu về cáp và dây dẫn của quý khách. Theo dõi chúng tôi trên YouTube. .